
















![[展会]2017中山高端激光展,爱迪达科技精彩回顾](http://www.ideedalaser.com/uploads/allimg/170802/1-1FP20233460-L.jpg)
![[展会]中国高端激光应用技术展览会](http://www.ideedalaser.com/uploads/allimg/170802/1-1FP2022R90-L.jpg)
![[展会]深圳国际电子展,爱迪达科技收获盛誉](http://www.ideedalaser.com/uploads/allimg/170802/1-1FP20224550-L.jpg)
激光打标机打印条形码使用说明
时间:2018-06-25 来源:爱迪达激光
条码定义概述
条码(BarCode)是一组按照特定规则排列的条和空及相应数据字符组成的符号,是一种图形化的信息条码,条码通过不同光反射率的符号表示信息,条码中光反射率较低的部分称为“条”,一般颜色较深;条码中反射率较高的部分称为“空”一般颜色较浅(如图1所示)。条码一般分为一维条码、二维条码两种。一维条码:是对物品的标识,也就是给物品分配一个代码,代码以条码形式标识在物品上。一维条码由一个接一个的“条”和“空”排列组成。条码信息靠“条”和“空”的不同宽度和位置来决定,条码越宽,包含的“条”和“空”也就越多,信息量越大。这种技术只能在一个方向上通过“条”和“空”的排列组合来存储信息,所以叫“一维条码”。
二维PDF417码:由留美华人王寅敬(音)博士发明的。PDF是取英文Portable Date File三个单词的首字母的缩写,意为“便携式数据文件”。因为组成条码的每一个字符都是由4个条和4个空组成,如果将组成条码的最窄条或空称为一个模块,则上述的4个条和4个空的总模块数一定为17,所以称为417码或者PDF417码。
二维Data Matrix码:是一种矩阵式二维条码,目前有Ecc000-140和Ecc200两种类型,目前EZCAD只支持Ecc200类型。
条形码编辑操作步骤
1 如图1所示,使用绘制绘制工具栏里的条形码快捷按钮(红字1处),在显示栏内输入一个条形码,选择我们需要的条码类型(红字2处),然后在文本输入栏(红字3处)输入我们所要表达的内容。
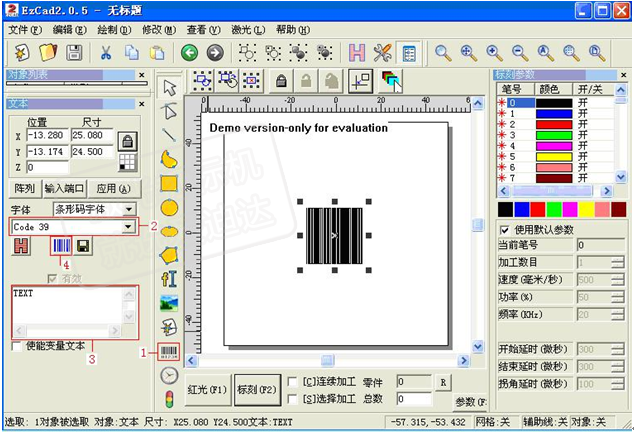
2 点击“文本”框内的按钮(红字4处),弹出“条形码”对话框。编辑好条码参数,点击确定。
3 开启激光器,设置好激光打标参数(参见EZCAD使用说明),放好物件,点击“标刻”按钮,进行打标。
软件中条形码功能详解
1条形码的选择
在字体类型下面的下拉菜单中(图1中的红字2处)选择使用哪种条码,菜单中提供了18种条码类型,其中前16种均为一维条码,只有PDF417和DATEMATRIX两种是二维条码。如图2。图2
注意:条形码有各自表示标准,比如“TEXT”能转化为Code一维条码能够表示,而无法转化为EAN-13一维条码。EZCAD软件对是否为有效编辑提供了直观的显示,如图3所示。
图3条形码是否有效图例
我们可以看到图4中红笔圈出的地方是两种不同的显示状态,A中“有效”被勾选,表示它下面文本编辑框中的文字“TEXT”能够转化为Code 39条形码,而B图中的“有效”未被勾选,表示它下面文本编辑框中的文字“TEXT”不能转化为EAN-13条形码。
2条形码高级设置
点击“文本”框内的按钮(图1红字4处),会弹出“条形码”对话框。如图4所示图4
第一部分条码示例图:条码示例图显示的是当前条码类型对应的条码的外观图片。
第二部分文本有效:当前要显示的文本是否有效,如果显示则表示当前文本可以生成有效的条码。显示表示当前文本输入不能生成有效的条码。
第三部分文本内容:条码所表示的文本含义。
第四部分显示文本:是否在生成条码的同时显示可供人识别的文字。默认是图4中的未勾选状态,表示不显示可供人识别的文字。勾选表示显示可供人识别的文字,勾选后在第四部分会出现如图5的参数项。
图5
不填充文本:不勾选此项我们填充条码时会把下方的显示文字一起填充,勾选后则只填充条码。
字体:当前要显示文本所使用的字体
文本高度:文本的平均高度
文本宽度:文本的平均宽度
文本X偏移:文本的X偏移坐标
文本Y偏移:文本的Y偏移坐标
文本间距:文本之间的间距
第五部分条码说明:条码说明显示了当前条码的一些格式说明,如果用户对当前条码类型的格式不清楚,请先仔细阅读条码说明,可以了解到应该输入什么样的文字才是合法的。
第六部分条码效果编辑:通过改变条码的一些参数使其更容易被读码器识别。
校验码:指当前条码是否需要校验码,有的条码可以由用户自己选择是否需要校验码,所以用户可以选择是否使用校验码。
反转:未勾选此项,激光标刻条码中“条”的部分,勾选后标刻条码中“空”的部分。
条码高:指条码的高度。
窄条模块宽:指最窄的条模块的宽度,也就是基准条模块宽度。一维条码一般一共有四种宽度的条和四种宽度的空,按照条空的宽度从小到大我们用1,2,3,4来表示为基准条宽的1,2,3,4倍。窄条模块宽度指条为1个基准条宽的宽度
比例:条2的实际宽度等于窄条模块宽度乘以条2的比例。条3,4以此类推。
空1的实际宽度等于窄条模块宽度乘以空1的比例。空2,3,4以此类推。
中间字符间距:个别条码规定字符与字符之间需要有一定的间距(例如 Code39)。该参数用来设置此值,如图6所示。
图6
中间字符间距的实际宽度等于窄条模块宽度乘以“中间字符间距”所表示的比例
第七部分空白:条码左右两端外侧或中间与空的反射率相同的限定区域。空白区的实际宽度等于窄条模块宽度乘以“空白”的比例。
注意:对于不同类型的条形码来说,对话框内可编辑的内容会有些微的变化。如图7是二维码PDF417的高级设置参数框。
图7
相对于一维码来说,PDF417二维码多出了一些新的参数,下面我们来介绍一下。
缩短模式:勾选此项,转化后的条码比标准的宽度、高度都变小,即按一定比例缩小。
条码高:指条码的高度。二维码的条码高与一维码不同,它的上下的条高也有意义,也会携带信息,因此,二维码与一维码相比可存放的信息量要大的多
窄条模块宽度:指最窄的条模块的宽度。
错误纠正级:PDF417的错误纠正级,PDF417的错误纠正级一共有9级,从0到8级。
行列:指PDF417条码的行数和列数。
图8
如图8所示,是MATAMATRIX码的参数设置。
点模式:把条形码用点来表示。如图9是勾选与不勾选此项的不同效果。
图9
“矩阵”下拉菜单:在这里我们可以选择矩阵的大小规格。
3 标刻中容易出现的问题及解决方法
我们在激光标刻中使用条形码文字时,一般都会填充标刻,但由于激光器光斑大小的不同,打出的效果也就不同,有时会出现有些激光器打出的条形码读码器不能识别,下面我们具体说明一下原因和方法。原因:如图10所示,是条码填充打标效果放大图(中间进行省略处理),从图中我们可以看出实际标刻出来的“条”的宽度大于我们设计的“条”的宽度,它们之间相差了一个光斑的直径长度。如果我们使用的激光器光模式好,光斑小,可能对效果影响不大,读码器能够识别条码。如果使用的激光器光模式不好,光斑比较大,那么实际标刻出来的“条”的宽度与我们设计的“条”的宽度相差就比较多,那么如果相临的两个“条”的宽度都比设计中的大,这两个“条”之间的“空”的宽度就会与设计中的宽度相差较多,这样就可能造成读码器读错或无法识别条码。
图10
解决方法:我们只需要使打出的最窄的“条”和最窄的“空”的宽度一致即可。具体方法有2种:
1填充时留出适当的填充边距(推荐)。
2 使用第六部分中的“比例”参数改变设计条码宽度比,使标刻的效果与标准条码一致。
(本文由爱迪达激光提供,转载须注明出处:www.ideedalaser.com,珍惜别人的劳动成果,就是在尊重自己)
推荐新闻 / NEWS
- 激光打标机的寿命有多长?2017-07-28
- CO2激光打标机工作原理及应用领域2017-07-28
- 激光打标机使用6大注意事项2017-10-17
- 请问您公司的打标机可以打圆柱形的材料吗?比如啤酒瓶等? ...2017-07-14
- 激光打标机价格?2017-07-12
- 激光安全知识2017-07-20

